塑料颗粒造粒机怎样区别哪种是做高压PE那种是做高压PE塑料的 (塑料颗粒造粒机)
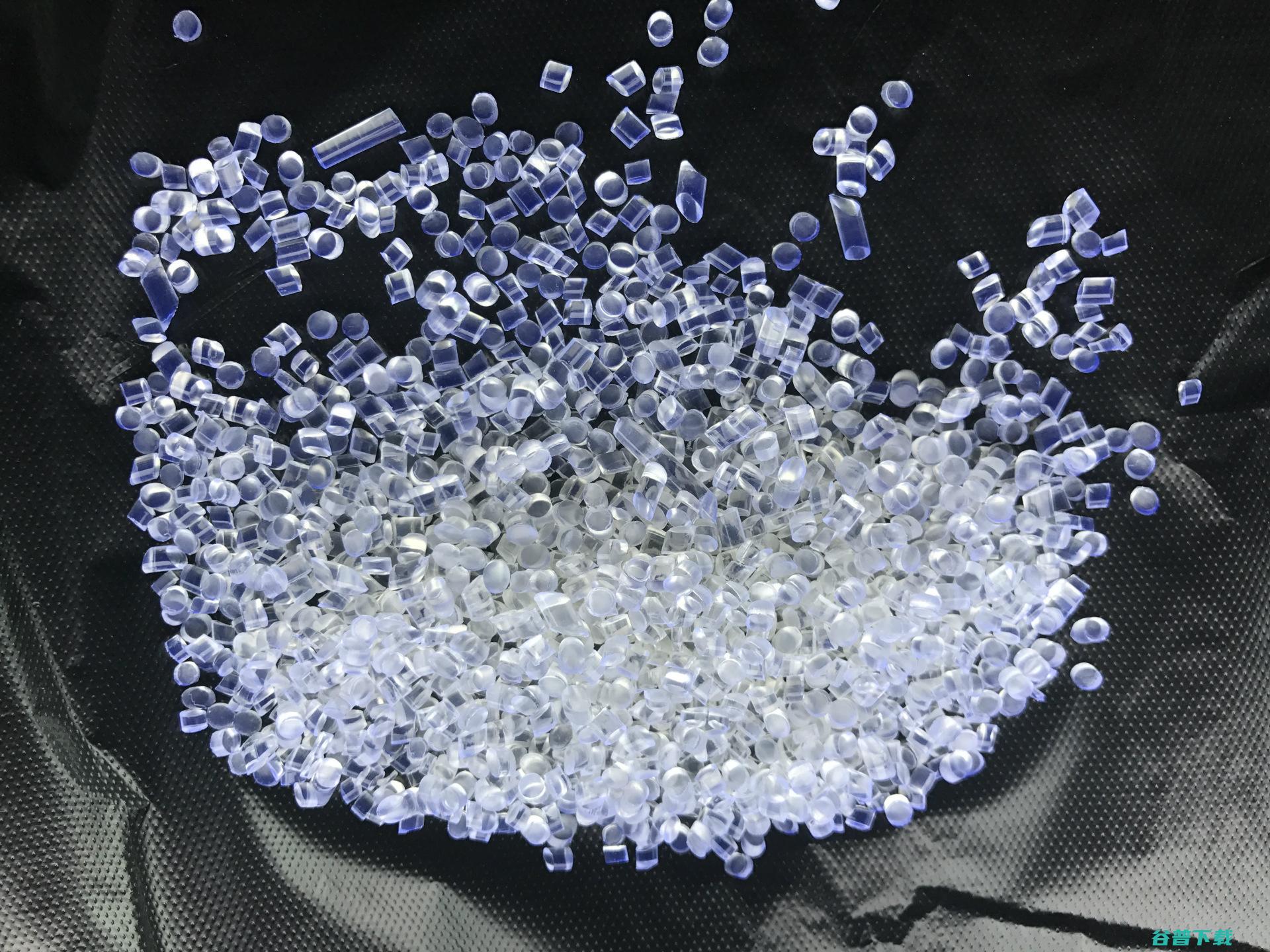
HDPE的造粒机:高压料与高压料都可以,所以你说的高压薄膜HDPE的造粒机实用的方案产能与方案投资就可以了。
从多少钱方面剖析:多少钱低的造粒机在质量、产品稳固性方面、经常使用寿命上会有影响。
另外:1、105型,筒长1.8米左右2、转速在45转左右3、每小时消费PE造粒75公斤左右4、寿命在200吨左右,就是螺杆加工解决料的时刻,所解决的料的数量在200吨以上后,其产量和密度就有些退步。
5、每吨耗电250元左右,局部造粒机每吨耗电400元。
假设选用125型或150型的,费用大,老本高,产量较高。
另外思考一下螺杆
塑料造粒机管理系统
塑料造粒机的管理系统是一个复杂的集成系统,关键包含加热、冷却及工艺参数测量局部。
这个系统由电器、仪表和口头机构导致,如管理屏和操作台。
其外围义务是精准调控设施,确保主辅机的电机能按工艺需求提供恒定的转速和功率,同时确保各局部设施间的协同上班。
电气管理分为传动管理和温度管理,前者担任管理挤收工艺的温度、压力、螺杆转速、冷却系统等,后者则确保电线电缆绝缘和护套塑料挤出环节中,温度管理的准确性。
温度管理要求服务器温度统筹加热和冷却,确保热电偶装置准确,测量准确反映各局部实践温度,坚持系统稳固。
压力管理是监控挤出环节的关键,经过检测螺杆负荷(电流或电压表)来反映挤出压力,压力的动摇会影响产质量量。
出现意外时,须要迅速判别并采取措施,以防止废品和意外的出现。
螺杆转速的稳固管理雷同关键,它间接影响出胶量和挤出速度。
现实的挤塑机应具有大范畴的调速才干,确保转速稳固以坚持产质量量。
为了保障制品线缆的外径尺寸,挤出温度、转速和牵引速度等参数须要精准管理,同时在线外径检测仪的配合下,实时调整以坚持尺寸分歧。
收线要求恒定张力管理,无论是空盘到满盘的过渡,还是不同线速下的收线,都须要张力调理机构或恒线速恒张力系统来成功。
最后,零件的电气智能化管理是现代消费线的必备,涵盖了温度、压力、传动、收线等多个环节的同步管理,以成功高速挤出消费环节的高效和准确管理。
裁减资料
挤塑机依照机头料流方向和螺杆中心线的夹角,将机头分红斜角机头(夹角120o)和直角机头。
机头的外壳是用螺栓固定在机身上,机头内的模具有模芯坐,并用螺帽固定在机头进线端口,模芯座的前面装有模芯,模芯及模芯座的中心有孔,用于经过芯线;在机头前部装有均压环,用于平衡压力;挤包成型局部由模套座和模套组成,模套的位置可由螺栓经过撑持来调理,以调整模套对模芯的相对位置,便于调理挤包层厚度的平均性。
机头外部装有加热装置和测温装置。
买一台塑料再生造粒机要多少钱?
本文地址: http://www.gpxz.com/article/0ad1eb283a4828305155.html


百度直播是一个即时分享新知、经验、见识,陪伴用户收获与成长的直播平台。目前用户可通过百度百家号开播,百家号是全球最大中文搜索引擎百度为内容创作者提供的内容发布、内容变现和粉丝管理平台。通过百家号开直播功能和第三方推拉流方式,用户可以在百度平台实时分享新知,与世界进行直接对话。百度直播致力于打造成最有价值的泛知识直播平台,帮助用户探索世界,分享乐趣并有所收获。与此同时,百度坚持将直播作为移动生态的基础设施能力,提升获取信息与知识的体验,进一步丰富与完善移动内容生态,继续成为人们获取信息与知识的第一入口。

虎扑是以体育赛事和男性兴趣生活为主的社区网站。专注于NBA赛程、NBA录像、NBA直播、NBA资讯、球员交易、足球、英超、电竞、LPL等全部篮球足球电竞赛事,并提供虎扑步行街社区服务。

南京三慧控制技术有限公司,专注于精密伺服控制

搜狐汽车为您提供全面的汽车违章查询,机动车违章查询,交通违章查询,违章车辆查询,违法查询服务.范围覆盖北京,上海,广州,深圳,成都等全国各地大中型城市.

嗨课网是ppt课件资源网站,提供教育法律医学等各行业带讲稿ppt下载,包括法律讲座,医院医生对医疗知识宣讲培训以及校园教学使用的ppt课件

种子协会,CNSA,seedchina.com,www.cnsa.agri.gov.cn

青岛旭升视觉有限公司为科技型企业,主营矿筛网以及筛分配件振动筛配件,机器人焊接筛网,锰钢筛网,矿山筛网,振动筛网,振动筛配件,过滤网,不锈钢筛网,筛分设备,钢板冲孔网,聚氨酯筛网,筛网厂家,筛网批发,滨州筛网,金属筛网,脱水筛网,矿山机械机器人焊接筛网具有焊点大、熔深透、熔覆率高、一致性好的特点,经特定热处理后机器人成型焊接筛网抗冲击耐磨度更强、耐用时间更久,更多满足企业用户对高精度筛分要求,为用户企业提供更优质的代工服务和工艺改进,并有着能够精准配套世界著名筛机的突显优势。专注焊接工艺拓展整线制造的同时,并搭建起来自北航、山大等多所高校、科研院所专家团队的科研团队。着力打造“智能制造+绿色制造+共享平台”,共同致力于传统工业智能化改造领域新模式实践和创新,并进一步打造以基于大数据展开高端产品为主体的研发平台。提供筛网加工定制服务,免费提供筛网,量大批发价格优惠。

“知慧之窗”是一个专注于知识与生活体验的综合互动空间,涵盖学习提升、职场技能、生活分享、兴趣交流等多种主题。无论您是寻找实用的学习资源,还是想分享生活中的点滴智慧,这里都为您提供了宽广的交流空间。这里聚集了各个领域的爱好者和专家,通过分享与互动,让每位用户都能在多元化的内容中获得启发,发现新的兴趣,收获与同好的连接,真正成为大家生活中的“智慧之窗”。

广东捷泰实业发展有限公司是一家集科、工、贸为一体,致力于技术创新、产品开发的实业公司。公司以市场需求为目的,以满足客户为宗旨,与工、商、科技界人士进行广泛合作,依托技术优势、产品优势、及珠三角区域优势,在精细化工、生物化工、有机溶剂、食品、医药等方面拓展。

滋补堂具有高度的职业精神的研发制造企业,专注企业间(BtoB)合作。您的品牌工厂,已从事保健食品OEM/ODM服务近50年。主营保健食品、运动营养食品和保健食品原料OEM及委托生产。主要OEM保健食品产品有:灵芝孢子油软胶囊、富硒破壁灵芝孢子粉、破壁灵芝孢子粉(可选有机食品)、破壁灵芝孢子粉胶囊、辅酶Q10软胶囊、鱼油软胶囊、褪黑素胶囊、螺旋藻片、维生素E软胶囊、维生素C片、乳清蛋白粉、大豆分离蛋白粉等。

华友互动是一家经营10年的全网营销咨询公司。


由陈思诚监制,崔睿、刘翔执导,朱一龙、倪妮、文咏珊领衔主演,杜江特邀主演的悬疑犯罪电影,消失的她,即将于端午节上映,携手智能投影头部品牌当贝投影献上2023年度极致悬疑大戏,日前,电影开启预售,同步曝光终极预告及终极海报,金牌班底实力阵容年度极致悬疑大戏即将拉开帷幕在影片发布的终极预告中,妻子失踪案的重重疑点被持续放大,蝎子、蜘蛛、蛇...。
2024天猫618将在5月20日晚8点现货开卖,淘宝朋友圈再添重要一员,日前,阿里妈妈生态内容营销中心旗下,淘宝星任务,与巨量星图启动深度合作,双方共同推出全链路内容营销线上解决方案,星立方计划,通过这一计划,商家可以更直观、高效地进行,抖音种草、淘宝成交,的效果跟踪,具体表现在,1,打通抖音与淘宝天猫双方平台的经营数据,让商家能清...。
近日,,药王谷开诊1个多月15名患者死亡,事件引发广泛关注,据新京报报道,位于湖北省十堰市武当山的,药王谷中医馆,,从事,抗癌治疗,,从2024年4月18日开诊至5月31日停业期间,就诊的患者中已有15人去世,20人病情加重,12月2日晚间,武当山特区卫生健康局、武当山特区市场监督管理局、武当山特区公安局发布情况通报,感谢广大网友对,...。

生活水平的提升,人们的消费观念发生较大变化,网购也更加的频繁起来,所以推动的快递行业的发展速度,天速速运作为一家备受关注的快递品牌,凭借着快速的配送服务,优惠的价格,赢得顾客的追捧,现在也吸引更多的创业者的关注,想要加盟,那么,天速速运要多少加盟费,总部有实力吗,天速速运要多少加盟费选择加盟天速速运,要承担的费用高低不固定,因为费用会...。

雷锋网按,MagicLeapOne的混合现实技术过去几年一直吊着大家的胃口,当它出现在工作室的拆解台上时,我们大家都有种穿越的感觉,鉴于这家神乎其神的公司已经融资23亿美元,我们真心希望它们在产品里加了魔法粉,因此iFixit,狠心,对其进行了拆解,雷锋网编译了全文,让我们一起来看看MagicLeapOne到底有什么黑科技吧,第一步在...。

发表在专业问答2023,8,2213,22展示机型信息,品牌型号,极米H6系统版本,GMUI5.0极米h6是抖4K,不是真4k,只是通过XPR技术让投影画面达到了4K效果,但是投影镜头的物理分辨率并没有达到4K,因此只能说是抖4K投影仪,极米h6是真4k还是抖4K极米h6是抖4K并不是真4k投影仪,因为极米h6采用的0.47DMD显示...。
平民0~2.糖果爱好者~3.采购学徒~4.熬糖工人~5.拌糖熟练工~6.甜味技术员~7.捏形师傅~8.品糖高手~9.造型专家~糖大师~11糖果志愿者~12奶酪预备兵~13泡泡糖战士~14刨冰骑兵~15棒棒糖游侠~16饼干队长~17果冻骑士~18巧克力将军~19冰琪淋勇者~20QQ糖英雄~QQ堂等级表,要全部,非常全才行如图,QQ堂的创...。

申明,1.以上内容仅代表揭发者自己,不代表黑猫揭发立场,2.未经授权,本平台案例制止任何转载,违者将被清查法律责任,3.黑猫揭发处置揭发不收取任何费用,凡以黑猫揭发名义不要钱的均为混充、诈骗行为,请及时报警并与黑猫官网反应,揭发邮箱heimaotousu@vip.sina.com,4.请大家选用官网渠道处置生产纠纷,不要轻信第三方机构...。

不要钱网络电话哪个好,介绍五款高品质网络电话软件在现代社会中,网络电话已成为人们沟通的一种干流模式,与传统电话相比,网络电话不只可以成功不要钱通话,而且通话品质更高,通话时长更长,还可以成功视频通话等配置,那么,不要钱网络电话哪个好呢,上方,咱们将为大家介绍五款高品质的网络电话软件,Skype是一款十分出名的网络电话软件,它可以成功不...。

6座MPV凯捷多少钱出炉,高配预售11.98万!五菱飘了,五菱汽车虽然是一个产品定位比拟便宜的品牌,然而进入到2020年之后,上汽通用五菱显然曾经成为国际市场上的网红品牌,年终迅速转产口罩最终取得国度级群体荣誉,随后推出摆摊神器五菱小卡车,双门小车五菱宏光MINIEV成为一种新潮的市区代步工具,而往年最值得等候的其实是五菱凯捷,这款车...。

TIM防撤回破解版是一个类似于QQ轻聊版的即时通讯工具,基本设置还是QQ的那一套,但是延续了QQ轻聊版的轻便

局域网助手(LanHelper),局域网助手LanHelper中文版专门为高效率的局域网管理而设计,同时不需要任何服务端软件,节省您的时间和金钱,使您的网络管理更加轻松,您可以免费下载。

昨天中午在心声社区,标红的90号总裁办新邮件流出,这次,任正非对其曾经的一名员工点名道姓的呼唤其回归,该邮件大标题是,我们要紧紧揪住优秀人物的贡献,紧紧盯住他的优点,学习他的榜样,这要成为一种文化,这就是哲学,内文还转发了社区帖子,寻找加西亚,,其中提到,孔令贤,我们期待你,在孔令贤的个人博客中,自我介绍是2011年硕士毕业于西安电...。

现在百姓对快餐有庞大的需求量,所以很多餐饮行业的朋友,就产生开店的意向,炸鸡,汉堡就是非常不错的加盟选择,因为经营起来非常的灵活,选址也很自由,重要的是无需专业的技术,以及经验,就可以轻松的上手,如此以来这样的项目值得加盟,但是在选择加盟之前,创业者想要知道,汉堡店不加盟怎么进货,针对没有任何经验的创业者来说,这个问题对她来说很是重要...。

2022年9月28日,亚洲图形学学院于官网宣布中国浙江大学周昆教授获得杰出技术贡献奖,Asiagraphics亚洲图形学学会是2016年在香港注册的亚洲计算图形学和交互技术研究社区的专业组织,Asiagraphics目前由清华大学胡事民教授担任主席,韩国浦项科技大学SeungyongLee教授和香港城市大学傅红波教授担任副主席,周昆教...。

随着家长们的工作日益繁忙,对孩子生活和教育的关注也有点力不从心,而各种托管班的兴起则为不少家长们解决了后顾之忧,成为时下比较受欢迎的教育产业,在众多品牌中,树人托管是有口皆碑的知名品牌,有着较高的品牌人气和红火的市场业绩,引得不少创业者纷纷向小编咨询树人托管加盟费多少钱,树人托管怎么加盟,下面就跟随小编一起来探寻一下答案吧,树人托管加...。
18年万科的郁亮,说过一句话,万科的任务是活下来,到现在来看,可以说唯一活着的房企就是万科,19年美团的王兴,说过一句话,19年是十年内最差的一年,却是未来十年最好的一年,三年过去了,这句话对吗?今年华为的任正非,也说了一句话,不要再抱任何幻想,把活下去作为主要纲领,把寒气传递给每一个人,你怎么看这句话呢?@互联网分析师于斌微博来源,...。
